Les règles de confidentialité auxquelles s’astreint Consulting Centre ne nous permettent pas de mentionner le nom des clients pour lesquels ces missions ont été réalisées, ni certaines informations qui rendraient les situations identifiables
|
|  | MISSION : Accompagner une usine dans le cadre d'un Management de Transition : Responsabilité opérationnelle de Production ainsi que de l'amélioration des performances au travers du Lean Manufacturing
DUREE : 12 mois |
|

•Management des équipes : Production, Maintenance et Process
•Mise en place de la démarche QRQC au niveau Ligne et UAP
•Boucles Kanbans
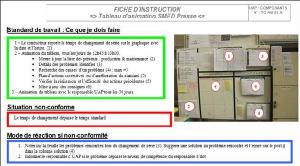
•Management de la performance: Suivi horaire avec standard de réaction
•Mise en place d'une démarche 5S avec standard et audit
•Accompagnement d'équipes autonomes
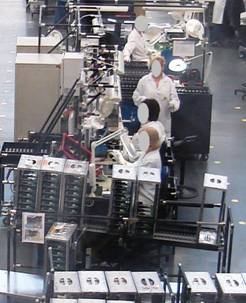
•Transformation de ligne d'assamblage avec opérateur en pouvement |
| Mise en place d'un système de gestion de la performance avec Red box. Tous les matins, l'équipe pluridisciplinaire : Production, maintenance, Méthode, Qualité, Logistique se pose la question : Y a-t-il dans notre boite rouge (red box) un élément qui doit ouvrir un PDCA-QRQC : Retours clients, seuil limite de rebut, arrêt de plus de 2h, blocage de la production, ... Puis 3 PDCA sont revus : sécurisation client, avancement de la recherche des facteurs, 5 pourquoi, Action corrective ... Durée 30 min, tous les jours.
|
 | | Management Visuel des QRQC |
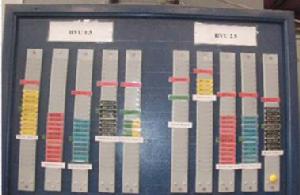
| Mise en place d'un système boucles Kanban pour à la fois tirer le flux mais aussi manager visuellement les avances/retards. La gestion se fait en autonome par le technicien des presses. Tous les jours, l'ordonnancement apporte les kanbans barrés (livraison de Kit en export, partie droite du tableau) alors que les Kanbans internes (partie gauche du tableau) arrivent en fonction de la consommation. La décision du changement d'outil sur les presses se fait directement par le technicien. |
 | | Boucles Kanbans pour tirer et manager visuellement le flux |
| Management de la Performance |
| Mise en place du management de la performance avec le suivi horaire de la quantité produite ainsi que les rebuts. Définition de seuil de déclanchement d'actions correctives (QRQC Ligne). Outil permettant le dialogue entre la maintenance et la production, le Superviseur et le leader d'Ilot. |
 | | Suivi horaire de production en 3x8 |
| 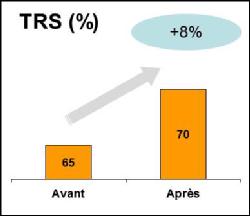 | | Résultats sur le TRS |
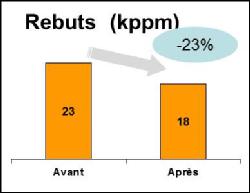 | | Résultats sur les rebuts |
|
| | MISSION : Accompagner 8 usines françaises pour améliorer les performances industrielles au travers du Lean Manufacturing : TRS, rebut, Productivité ...
DUREE : 3 ans
|
|
•Diagnostic de 4 usines
•Tansformation de 3 usines
•Chantiers TPM : Maintenance améliorative, Maintenance autonome
•Chantiers SMED
•Management de la performance: Suivi horaire
•Standard de réaction
•Réduction des rebuts avec les 5 pourquoi
•Routine de suivi des projets prioritaires des usines
•Mise en place planification, ordonnancement des bons de travaux de la maintenance
•Préparation de la maintenance préventive
•Chantier 5S
•Redéfinition des rôles des chefs d’équipe
|
| | Identification des gains suite au diagnostic. Priorisation des chantiers et plannification de la transformation |
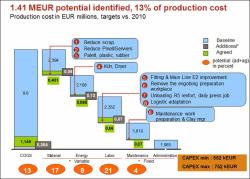 | | Waterfall des gains potentiels |
| Mise en place d'un système de maintenance premier niveau. Le système permet de démultiplier facilement cette démarche sur d'autre secteur de l'usine. Le point clé a été la formation des chefs d'Equipe pour qu'ils puissent eux même former leurs opérateurs |
 | | Système Maintenance 1er Niveau |
| Management de la Performance |
| Mise en place du management de la performance avec le suivi horaire de la production. Définition de seuil de déclanchement d'actions correctives. Outil permettant le dialogue entre la maintenance et la production |
 | | Suivi horaire de production |
|  | | Résultats sur le TRS |
 | | Résultats sur les rebuts |
|
| SECTEUR PRODUIT BRUN GRAND PUBLIC |
|
MISSION : Accompagner deux usines du groupe dans l’amélioration des performances au travers du Lean Manufacturing : taux de service, productivité, délai de fabrication, qualité
DUREE : 12 mois
|
Usine A :
•Cartographie de la chaine de valeur : VSM
•Définition de la stratégie de transformation de l’usine
•Formation de tout l’encadrement aux bases du Lean Manufacturing
•Accompagnement de deux chantiers SMED : Presse et Induction
•Coaching d’un responsable UAP dans son nouveau rôle de leader
Usine B :
•Formation de tout l’encadrement au Lean Manufacturing
•Formation et mise en place d’un démarche QRQC : Quick Reaction for Quality Control
|
| | VSM : Value Tream Mapping |
| La mission a démarrée avec la cartographie de la chaîne de valeur (VSM) tout au long de la ligne de fabrication. Cette VSM montre clairement les gaspillages de stock, flux complexe de produit et d'information. Accompagnement du client pour définir le système cible et les chantiers à mener. |
 | | VSM Usine |
| Un des chantiers stratégiques est la réduction des stocks d'encours pour réduire les délais et améliorer le taux de service client. L'atteinte de cet objectif passe par la réduction des temps de changement de moule sur les presses. |
 | | Standard SMED |
| La VSM a permis d'identifier les gaspillages sur le Flux. En deuxième temps, nous avons accompagné notre client dans l'identification et l'élimination des gaspillages sur les postes de travail. Un système "Chasse aux gaspillages" est mise en place : Formation des chef d'équipe et des opérateurs, puis mise en place de routine de détection/élimination des gaspillage dans chaque UAP avec une fréquence hebdomadaire. |
 | | Elimination des Muda sur le poste |
|  | | Résultats sur le SMED |
 | | Résultats sur les Encours |
|
MISSION : Dans le cadre du Plan d’Aide aux Entreprises de l’Union Européenne, accompagner une usine marocaine dans une démarche Lean pour améliorer ses performances : taux de service, réduction des stocks, gestion des flux avec Kanban
DUREE : 12 semaines |
•Cartographie de la chaine de valeur : VSM
•Mise en place d’un lux tiré avec des boucles Kanban : Produits Finis et Encours
•Mise d’un outil de calcul de charge pour identifier le bottleneck
•Chantier 5S
•Démarrage d’une démarche 6 Sigma pour réduire les rebuts
•Développement d'un outil de calcul de charge pour identifier facilement les machines goulet d'étranglement
|
| | VSM : Value Tream Mapping |
La mission a démarrée avec la cartographie de la chaîne de valeur (VSM) tout au long de la ligne de fabrication. Cette VSM montre clairement que le flux n'est pas tiré avec un gestion centralisée avec MRP pour séquencer les différents ateliers.
A partir de cette photographie, nous avons défini les chantiers à mener pour tirer le flux et ainsi réduire les encours et faire apparaître les problèmes |
 | | VSM Usine |
| Chantier Kanban Produits Finis |
| Un des chantiers stratégiques est la réduction des stocks de produits finis. Nous avons accompagné notre client dans la mise en place de carte Kaban dans le stock de produit finis. Puis nous avons tendu le flux en réduisant ce stock par plus de la moitié. Pour chaque palette de produit fini livrée chez le client, son Kanban revient dans l'atelier dans un séquenceur. Ce séquenceur est construit à partir des contraintes de changement de fabrication sur la machine amont. |
 | | Séquenceur Kanban Produits Finis |
| Tirer le Flux avec un lanceur Kanban |
Lorsque le seuil de déclanchement est atteint sur le séquenceur, les cartes Kanban sont envoyées sur la machine pour lancer une production. Ce séquenceurs permet d'identifier les retard pris par la machine (panne, problème) grâce au management visuel Vert/rouge déterminer par le calcul du Pitch et du Tack Time.
Les causes des retards sont enregistrées sur un pareto dynamique. Ce pareto est la source d'in formation pour l'amélioration continu de la machine.
|
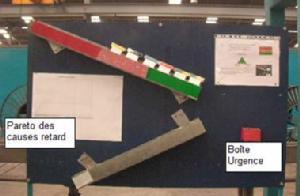 | | Lanceur Kanban |
|  | | Résultats sur les retards |
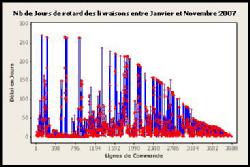 | | Résultats sur les retards de livraison |
|
MISSION : Dans le cadre d’une transformation Lean, Chantier Hoshin – Kaizen pour réorganiser une ligne de production en adoptant les principes du Lean Manufacturing
DUREE : 4 semaines |
Nous avons accompagner notre client en 8 étapes :
•Cartographie du processus de production
•Mise au propre de la cartographie
•Identification et discussion sur les gaspillages trouvés et les solutions à apporter + temps des opérations incompressibles
•Détermination du Takt Time auquel il faut produire.
•Détermination de l'effectif nécessaire
•Maquettage d'une proposition de ligne de production
•Transformation de la ligne
•Calcul des résultats du chantier
|
| | Analyse de la situation initiale |
La situation de départ est classique quand à l'implantation de la ligne de production : les postes de travail sont éloignés des uns des autres, les encours sont nombreux, le produits parcours un grande distance et la surface de la ligne, de 55m2, est importante.
L'analyse des demandes client, le calcul du tackt time et du nombre d'opérateurs nécessaires ont montré que la ligne était en situation de surproduction : le pire des gaspillages. |
 | | Avant : Ligne en I |
| Identification des gaspillages |
Nous avons aidé notre client à identifier les gaspillages sur la ligne de fabrication. Pour 7 poste de travail à valeur ajoutée, nous avons identifié 12 étape de stock et 13 étape de transport.
En faisant le détail de certains poste de travail nous avons identifié que 50% à 75% du temps était sans valeur ajoutée. |
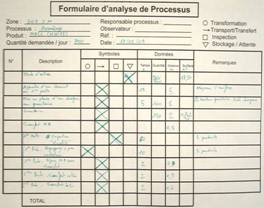 | | Suivi Process avec identification des gaspillages |
| Elimination des gaspillages en appliquant les principes du Lean |
Nous avons aidé notre client à éliminer les gaspillages identifiés plus tôt.
La solution à été d'aligner la ligne par rapport à la demande du client (Takt Time) en ne mettant plus qu'un opérateur sur la ligne. Nous avons rapproché les postes pour pouvoir travailler en one piece flow.
Le résultat est une réduction de la surface de la nouvelle ligne : 10m2 (ald de 55m2), la réduction des encours 40 (ald 300) et la productivité à augmenté de 72% en passent de 169 pièce/h/opérateur à 292 pièce/h/opérateur |
 | | Après : Ligne en U |
|  | | Résultats la productivité |
 | | Résultats sur les en cours |
|
© CONSULTING CENTRE - Contribuer aux succès de nos clients en aidant les femmes et les hommes de l'entreprise à réussir dans leur métier.
Mentions légales
|

